





精准切割,按需供货
科尔摩根自动化系统组件(KAS)助力实现快速精准切割,无任何碎屑和毛刺,从而促进金属加工业的发展。
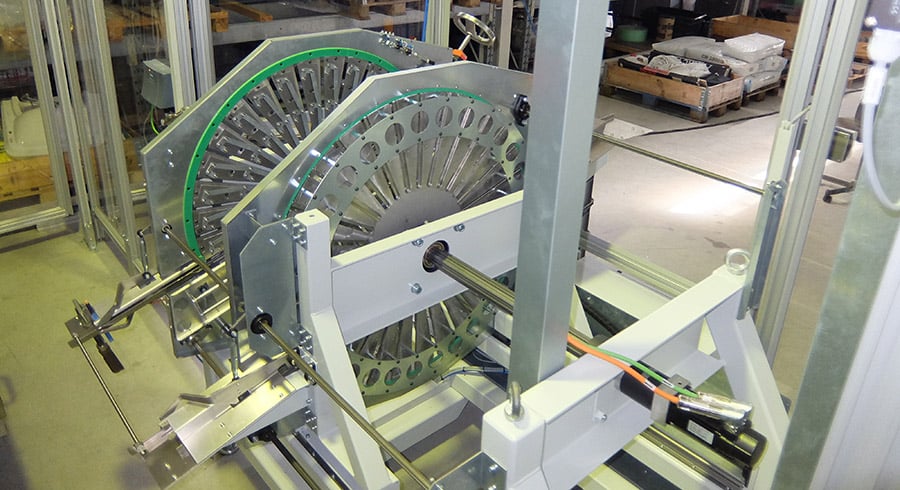
用作坯料缓冲滚筒的弹鼓,由科尔摩根AKM同步伺服电机驱动
 长度精度以及边缘有无任何碎屑和毛刺是衡量管段定制质量的两个重要指标。这类管段最终应用于机械工程,尤其是汽车行业。作为该领域的专家,德国大坎彭贝格市的FZH Maschinenbau公司专门从事管材切割系统的设计和生产。其Vario管道切割系统专为薄壁管切割而设计,集成了科尔摩根的运动控制方案。为优化驱动控制技术设计,这家总部位于埃费尔的FZH Maschinenbau公司曾求助于Quality Automation GmbH公司的工程专家们。
长度精度以及边缘有无任何碎屑和毛刺是衡量管段定制质量的两个重要指标。这类管段最终应用于机械工程,尤其是汽车行业。作为该领域的专家,德国大坎彭贝格市的FZH Maschinenbau公司专门从事管材切割系统的设计和生产。其Vario管道切割系统专为薄壁管切割而设计,集成了科尔摩根的运动控制方案。为优化驱动控制技术设计,这家总部位于埃费尔的FZH Maschinenbau公司曾求助于Quality Automation GmbH公司的工程专家们。
在精确切割不同截面、不同合金材质的管道时弹鼓是切割设备的首个元件,主要用作坯料缓冲滚筒。其次是伺服电机驱动的搬运系统,通过其斜轴和直线轴向切割设备自动送料。最后是切割头,作为管道精准切割工艺的核心,通过直线轴的夹具将待切管道置于其中间,由切割头内的光学传感器检测管道上的切割标记,引导三个圆形刀片在此处下刀。该切割标记在早期处理过程中由激光器根据作业要求刻蚀。
独家供应全套自动化技术
 FZH Maschinenbau是Quality Automation GmbH (QA)的老客户,双方长期以来在复杂工艺课题上保持着密切的合作关系。QA是总部位于德国亚琛附近施托尔贝格市的科尔摩根系统合作伙伴。在该项目中,其为设备创建和部署一整套自动化方案包。“我们负责电气设计、CE认证备案、控制柜的建造、软件开发及最终的设备调试,”QA管理团队成员Friedhelm Steffens解释说。项目目标还包括实现切割头的自动化运行,从而方便后续操作人员将设备在各类横截面、壁厚和材质的管道上进行切割。FZH的客户主要集中于汽车用品供应行业。“确保灵活性至关重要,这样才能经济高效地组织生产,适应大大小小的各类订单,”Friedhelm Steffens强调说。
FZH Maschinenbau是Quality Automation GmbH (QA)的老客户,双方长期以来在复杂工艺课题上保持着密切的合作关系。QA是总部位于德国亚琛附近施托尔贝格市的科尔摩根系统合作伙伴。在该项目中,其为设备创建和部署一整套自动化方案包。“我们负责电气设计、CE认证备案、控制柜的建造、软件开发及最终的设备调试,”QA管理团队成员Friedhelm Steffens解释说。项目目标还包括实现切割头的自动化运行,从而方便后续操作人员将设备在各类横截面、壁厚和材质的管道上进行切割。FZH的客户主要集中于汽车用品供应行业。“确保灵活性至关重要,这样才能经济高效地组织生产,适应大大小小的各类订单,”Friedhelm Steffens强调说。
QA将两台伺服驱动器结合在一起来驱动切割头。三片圆形切割刀片在杠杆式支撑盘的带动下沿着待切割管道的外缘按设定的转速移动,然后借助凸轮盘轴按精确定义的轮廓线下降,从而接近管材。这一过程由科尔摩根的AKD PDMM可编程多轴控制驱动器负责协调和控制。整台设备将可自由编程的运动控制与伺服逆变器整合在一起。AKD PDMM负责驱动杠杆式支撑盘,并通过以太网通信接口控制另一台科尔摩根AKD伺服控制器。在实际设备的控制上,AKD PDMM进而通过Profinet协议与西门子控制系统(用作工业以太网主机)进行通信。
简单的运动编程
 科尔摩根自动化系统组件(KAS)负责处理两台驱动器的所有运动序列和同步。这种研发平台整合在AKD PDMM可编程多轴控制驱动器内,这意味着该伺服放大器兼具高性能PLC和运动控制两大功能。借助Pipe Network图形编程环境,不仅可快速轻松的对运动序列进行编程,而且支持五大标准化语言,符合 IEC 61131-3有关序列控制及PLCopen运动控制功能模块(用于运动控制)的要求。
科尔摩根自动化系统组件(KAS)负责处理两台驱动器的所有运动序列和同步。这种研发平台整合在AKD PDMM可编程多轴控制驱动器内,这意味着该伺服放大器兼具高性能PLC和运动控制两大功能。借助Pipe Network图形编程环境,不仅可快速轻松的对运动序列进行编程,而且支持五大标准化语言,符合 IEC 61131-3有关序列控制及PLCopen运动控制功能模块(用于运动控制)的要求。
兼容Pipe Network是科尔摩根自动化系统组件的最大亮点之一。Pipe Network可以帮助FZH将切割过程中的复杂关系进行拆解,以模块化的方式呈现,从而将每一个局部运动视为相互独立的单独实体。得益于工程的模块化,可以轻松为任何管道找出最优的切割工艺(尤其是不同材质、壁厚和直径的管道)。在切割过程中,杠杆式支撑盘和凸轮盘同步运动,使刀片绕着管道循环运动。然后在凸轮盘的叠加运动作用下降低刀片高度进刀,完成管道切割(由运动任务或电子凸轮实施)。对于硬质材料,尤其是贵金属材料,当开始下降运动时,一个比例式电子凸轮盘介入工作,确保刀片加速切入材料。然后不论管壁厚度,刀片始终不断减速。这种精确的运动控制形式确保即使是双相不锈钢也能被顺利切割,且无碎屑和毛刺。
此外,Pipe Network还能在极短的时间内清晰准确地复制机器架构,包括各轴之间的依赖关系。用户可以一边编程,一边“画”出他们的机器。整个工作机制类似于一套设计精妙的机电一体化驱动编程,即使不懂编程的工程人员也可轻松上手。
背景:Pipe Network原本非常复杂的程序设计,被带拖放式功能图形描述所取代。从虚拟主机起,所有的功能、部件之间的关系、所有的运动和设置都可通过图形描述块来定义。
就切割头而言,其运动方法被转化为由凸轮控制的进给和开放式运动。“从我们的角度来看,这与传统切割工艺相比具有明显的优势,”Friedhelm Steffens解释说。首先,切割刀片高速接近管道,然后减速切穿管道并最终到达终点位置,中间过程中刀片并未真正停止运动。随后,刀具又回到起始位置,并回到所需速度(注重生产力)。
广泛的产品应用
工艺过程的核心虽一成不变,但在细节上却能适应自如。这使得FZH和QA共同研发了一套“一刀切”的整体解决方案。Vario管道切割系统可加工直径4至120 mm,壁厚0.1至2.5 mm(不锈钢为1.5 mm)的管道,此外,还无需冷却剂或润滑剂。“整个加工过程非常的干净,”Steffens指出。运动控制解决方案异常柔性灵活,几乎仅需按下一个按钮,就可针对全新的管道横截面或不同材料将切割头调整到卓越状态。既可从控制面板选择不同的配置,也可对进给速度参数等进行单独调整。
 本文作者:Ibrahim Albach,科尔摩根欧洲大客户经理
本文作者:Ibrahim Albach,科尔摩根欧洲大客户经理








